
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик










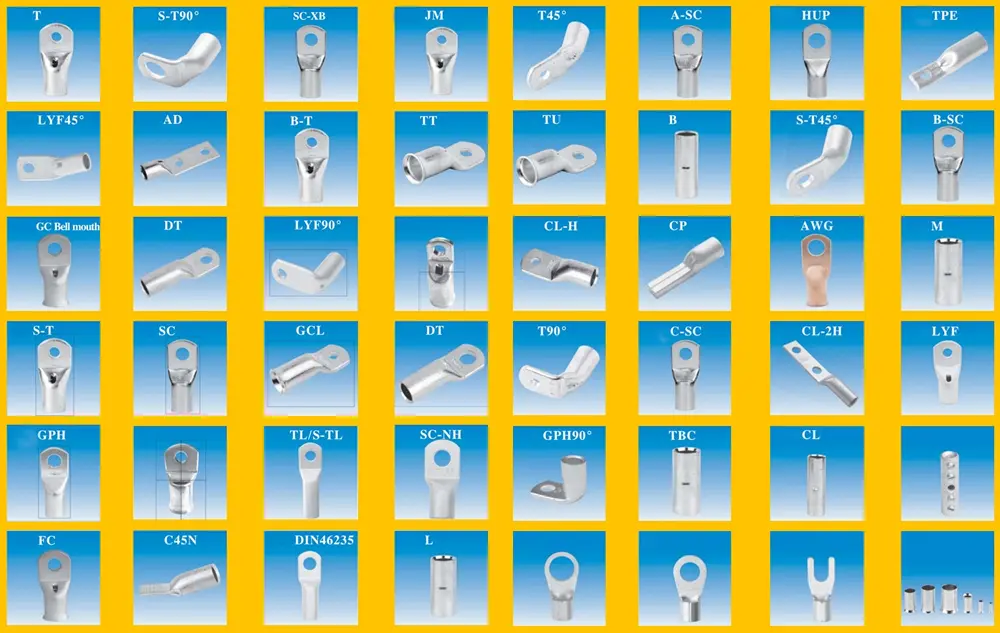
Sıkma Konnektörleri
Çin'de Xiamen Hongyu Intelligent Technology Co., Ltd., Kıvrım Konnektörlerinin standart/standart dışı parçalarının özelleştirilmesini desteklemektedir ve donanım kalıp tasarımı ve damgalama ürün üretiminde 17 yıldan fazla profesyonel teknolojiye sahiptir. Kıvrımlı Konnektörlerin minimum işleme kalınlığı, mükemmel işçilik ve çapak olmadan 0,08 mm'ye ulaşabilir.
Talep Gönder
Ürün Açıklaması
Sıkma Konnektörleri, Xiamen Hongyu Akıllı Teknoloji tarafından özellikle kabloların ve terminallerin sıkma bağlantısı için tasarlanmış profesyonel bir bileşendir. İletkenliği yüksek malzemeler ve hassas yapıları ile kablo demetlerinin imalatındaki bağlantı güvenilirliği sorunlarını çözmüştür. Bu ürün, elektrik bağlantı bileşenlerine ihtiyaç duyan yurtdışı müşteriler için güvenilir bir seçimdir. Metal işleme ve elektrik bağlantısı alanlarında tedarikçi olarak müşterilerimize devre bağlantısını kolaylaştıracak yüksek kaliteli ürünler ve hizmetler sunabiliyoruz.
jant durumu denetimi
Damgalama donanım terminallerinin sıkma kalitesi, nihai ara bağlantı performansının sağlanmasında önemli bir faktördür. Klemens damgalama parçalarının hasarlı olup olmadığı, klemens damgalama parçalarının bükülüp bükülmediği, klemens penceresi içindeki yalıtım katmanının sağlam olup olmadığı ancak tel sıkma alanının yalıtılmamış olup olmadığı, yalıtım katmanı sıkma alanında telin delinip delinmediği, kenar sıkma işleminin doğru olup olmadığı, tel sıkma işleminden sonra fırçanın görünüp görünmediği, fırçanın bağlantı alanında bulunup bulunmadığı ve konik deliklerin olup olmadığı, yalıtım sıkma noktasındaki mikrometre ölçüm değerinin tolerans aralığı içinde olup olmadığı da belirlenebilir. sıkma durumunun iyi olup olmadığı.
Damgalamanın donanım terminallerinin doğru şekilde kıvrılıp kıvrılmadığını kontrol etmek gerekir. İster manuel sıkma ister makine sıkma olsun, her bağlantı noktasının dikkatle incelenmesi gerekir. Uygun olmayan sıkma, kıvrımlı konnektörlerin servis ömrünü önemli ölçüde kısaltabilir ve hatta güvenlik tehlikelerine neden olabilir.
Her konnektör tipi ve spesifikasyon için tel çapının farklı toleransları nedeniyle, tel çapı sıkma noktasındaki kalınlık ölçümü referans indeks olarak kullanılabilir. Uygun olmayan bir kablo çapı sadece servis ömrünü kısaltmakla kalmaz, aynı zamanda dengesiz bağlantılara, hızlı kopmalara ve sonuç olarak kayıplara da yol açabilir.
İşleme teknolojisi
Damgalama donanım terminallerinin ana malzemeleri çoğunlukla pirinç H62'dir ve özel bir gereklilik yoktur. Taç yay tambur yaylarının malzemeleri çoğunlukla berilyum bakırdır. Her malzeme altın kaplamaya uygun değildir. Bu nedenle altın kaplamadan önce altın kaplama efektini sağlamak için önce bir nikel tabakası kaplanır. Nikel bazlı altın kaplama için geleneksel spesifikasyon standartları, nikel katman kalınlığının 50 ila 80μm, altın katman kalınlığının ≥2μm ve kullanılan altının saflığının ≥%99,8 olmasıdır. Son olarak sağlam bir koruyucu film uygulayın; Pratiklik sağlamak için ürünün yüzeyi pürüzsüz, oksidasyondan arındırılmış, sıkıştırılmamış çapak boşluklarından dolayı ürünün gevşemesini önlemek için çapaksız olmalıdır. Ürün kalitesini garantilemek için donanım üzerinde alet izleri, sıkışma izleri veya keskin kenarlar olmamalıdır. Yüksek hassasiyetli kalite gereksinimlerimiz var ve ±0,02'lik bir tolerans belirtmiyoruz.
Elektrokaplama spesifikasyonu
|
Ürün |
Sıkma Konnektörleri |
|
Görünüm Gereksinimleri |
Oksidasyon, sararma, kararma, mavileşme, morarma, çengellenme, düzensiz bacaklar veya diğer kusurlardan arınmış. |
|
Kaplama Performansı |
Tam nikel bazlı: 50-80 μ". Altın kaplama: 1 μ". Her iki taraftaki ölçüm noktaları: 3 mm. |
|
Yüksek Sıcaklık Dayanımı |
Renk değişikliği, kararma, sararma, kabarma veya soyulma olmadan 5 saniye boyunca 260°C'ye dayanmalıdır. |
|
Lehimlenebilirlik Testi |
Lehim kapsamı %95'in üzerinde olmalıdır. |
|
Tuz Püskürtme Testi |
24 saat boyunca 35°C'de %5 tuz çözeltisi ile test edilmiştir. Oksidasyona, kararmaya veya diğer kusurlara izin verilmez. |
|
Yapışma Testi (Soyulma Testi) |
Kavisli yüzeylerde kaplamanın soyulması söz konusu değildir. |
|
Çevresel Uyumluluk |
Tüm kaplamalar yeşil çevre ROHS gerekliliklerine uygun olmalıdır. |
|
Kritik Alanların Kaplaması |
Tüm ölçüm noktaları ve belirlenmiş ölçüm yüzeyleri spesifikasyonlara göre kaplanmalıdır (bu alanlar lehimlenebilirlik ve iletkenlik açısından kritik öneme sahiptir). |
Sıcak Etiketler: Kıvrım Konnektörleri, Çin, Üreticiler, Tedarikçiler, Fabrika, Teklif, Kalite
Ürün Etiketi
İlgili Kategori
Talep Gönder
Lütfen sorgunuzu aşağıdaki formda yapmaktan çekinmeyin. 24 saat içinde size cevap vereceğiz.








